

There is a peculiarity at the heart of nuclear energy that rarely gets the attention it deserves. Every other thermal power plant in history destroys its fuel. Coal goes in as a black rock and comes out as CO2, water vapor, and ash. Natural gas barely leaves a trace at all, just heat and gaseous combustion products dispersed into the atmosphere. The fuel is gone, irreversibly transformed, its chemical identity obliterated in the furnace.

Nuclear fuel does almost none of that. The fuel elements that go into a reactor and the fuel elements that come out are, to a first approximation, the same material in the same geometry, sitting in the same place. A spent fuel assembly pulled from a reactor after six years of operation looks nearly identical to the fresh one that went in. The mass has changed by a tiny fraction of a percent, nuclear alchemy has occurred in which half the periodic table has been generated in the form of fission products within the ceramic pellets but the volume and geometry is essentially identical.
This one fact, that nuclear fuel must be preserved rather than destroyed, that the job of every layer of every system surrounding the core is to maintain the integrity of a material through years of radiation bombardment and extreme temperature gradients, shapes much of nuclear engineering. It explains the cladding materials, the obsessive quality control in fabrication facilities, and the decades of slow, painstaking improvement that have transformed a fleet that routinely operated with failed fuel elements into one where a single leaker triggers a formal investigation.
I spent a long conversation with Michael Seely, a nuclear enginner with a focus on fuel and the mind behind the Atomic Blender channel, going through what nuclear fuel actually is, how it is made, why it fails, and how the industry learned to prevent those failures. What follows is my attempt to synthesize that conversation into something useful for anyone who wants to understand nuclear from the inside out.
What the Fuel Actually Is
The commercial nuclear fuel cycle, in its conventional form, converges on a single material: uranium dioxide, or UO2. Regardless of reactor type, whether you are talking about a pressurized water reactor in France, a boiling water reactor in Japan, or a CANDU in Ontario, the fuel pellet sitting at the centre of the fuel rod is almost certainly a dense ceramic cylinder of uranium dioxide roughly the size of a fingertip.

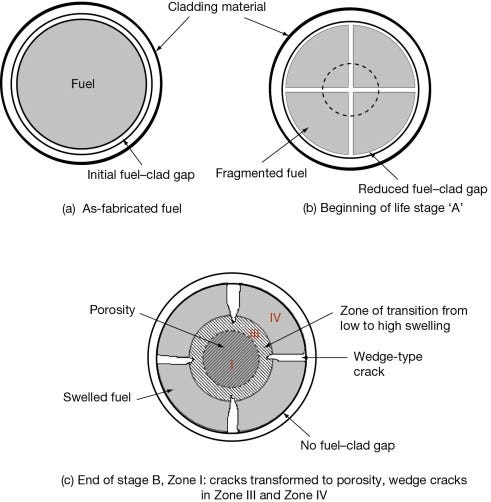
UO2 ended up in this position for reasons that are easier to appreciate once you understand what you are asking a fuel material to do. You need something that can withstand centerline temperatures of 1,200-1,600 degrees Celsius under normal operating conditions, while the coolant immediately outside the cladding sits at around 300 degrees, a gradient of nearly a thousand degrees across a pellet roughly a centimetre in diameter.
You need something that will not chemically react with zirconium cladding or the pressurized water flowing over it. You need something that will trap the fission products, the gases and solids generated as uranium atoms split, inside its crystalline matrix rather than releasing them into the coolant. And you need something that can be manufactured reliably, in quantity, at a cost that keeps nuclear electricity commercially competitive. In fact the key differentiator between nuclear and fossil power generation is that despite its complexity nuclear fuel remains a relatively very small contributor to operating expenses.
Uranium dioxide satisfies all of these requirements tolerably well, which is distinct from satisfying any of them perfectly. It is a ceramic, which means it has an extremely high melting point, around 2,800 degrees Celsius, providing enormous safety margin even under severe accident conditions. Its crystalline grain structure traps fission products reasonably effectively: the krypton, xenon, and iodine gasses generated by fission mostly stay embedded in the UO2 matrix rather than migrating into the gap between pellet and cladding. And the manufacturing process, while technically demanding, has been refined over seven decades into something industrial routine.
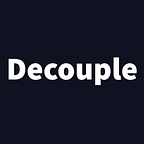
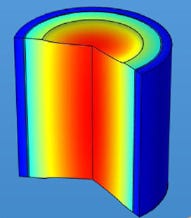
The fabrication sequence is instructive precisely because of how unglamorous it is. Enriched uranium hexafluoride arrives at the fabrication facility as a gas. It is converted to UO2 powder through either a wet or dry chemical deconversion process, both involving steam or water stripping the fluorine atoms away and producing hydrofluoric acid as a byproduct, which is why fuel fabrication facilities will let you tour almost everything except the conversion and deconversion sections. The resulting powder is pressed into pellet shapes roughly double the final size, then sintered at high temperature in a controlled atmosphere, where the individual powder grains fuse together and the pellet densifies and shrinks to its final dimensions. It gets inspected, polished, and loaded into zirconium-alloy tubes that are backfilled with helium and welded shut. Those rods are then assembled into fuel assemblies and shipped to a reactor.
That is how you make nuclear fuel. The process has no truly exotic steps. Given adequate equipment and trained staff, it is not categorically harder than pharmaceutical tablet manufacturing or precision ceramics production for industrial applications. The difficulty is not in any single step but in the aggregate quality requirements, and in the fact that the finished product has to perform flawlessly inside a reactor for six years before it is seen again.
The Bespoke Problem
One of the things I had naively assumed before talking to Michael was that light water reactor fuel had converged on something close to a standard. If you are making a Westinghouse pressurized water reactor, you use Westinghouse fuel, and presumably that fuel works in any other Westinghouse plant. The reality is considerably messier.
At a high level, yes, the fuel concept is consistent: enriched UO2 in a zirconium-clad rod assembled into a square grid. But the geometry, enrichment, dimensions, grid structure, and pin layout vary substantially across reactor families and, within those families, often across individual plants depending on their vintage, their operating history, and the specific optimization choices made by the utility and fuel vendor over decades of operation. Westinghouse plants run different fuel from Framatome plants. BWRs, which have gone through generations of lattice designs from 6x6 grids to 10x10, use different fuel from PWRs. Even within a single family, the axial enrichment profile, the radial enrichment distribution across the assembly, and the height of the active fuel zone will vary between plants.
The reason for this complexity is worth understanding, because it is not bureaucratic perversity. Core designers are trying to solve an optimization problem of extraordinary dimensionality. A typical PWR core has 150 to 200 fuel assemblies, each containing more than 200 individual fuel pins, each pin containing hundreds of pellets, and each of those pellets will spend up to six years inside the reactor core before being removed. Over that period, neutron flux, fission product buildup, cladding corrosion, and mechanical stress all interact in ways that depend on where in the core the assembly sits, how many cycles it has already completed, and what the surrounding assemblies are doing. The enrichment of each pellet is therefore not a single number decided once and applied uniformly; it is a three-dimensional distribution optimized to extract maximum energy while staying within safety limits and protecting the structural components of the reactor vessel from excess neutron bombardment at its ends.
Michael’s description of axial enrichment zones, where pellets at the top and bottom of a fuel rod are enriched to lower levels to reduce neutron fluence on the reactor pressure vessel, was one of those small details that makes the whole enterprise feel astonishingly sophisticated once you register it. The pellets in the center of the rod might be enriched to 4.5 or 5 percent uranium-235. The pellets near the ends might be at 2 percent, or even natural uranium, deliberately and precisely placing less fissile material where you want less activity. In a BWR, where steam voiding changes the neutron moderation environment as you move up the core, the axial enrichment zoning becomes even more granular, potentially spanning seven or eight distinct levels.
The practical consequence of all this customization is that fuel is not a commodity. You cannot easily substitute one vendor’s assembly for another’s in an existing core, and a fuel design qualified for one plant is not automatically qualified for another even if they share a vendor and a general reactor family. Qualification is expensive and slow, which is one reason why GE Hitachi’s sales pitch for the BWRX-300 being constructed at Darlington explicitly highlights the use of existing GNF2 boiling water reactor fuel. Bringing in qualified, proven, extensively documented fuel avoids years of regulatory work and removes one of the largest uncertainties in the licensing process. It is also, as Michael pointed out, one of the more underappreciated arguments for fleet standardization: if you are building ten AP1000s rather than ten bespoke reactor designs, you eventually reduce to something approaching a standard fuel specification, and the fabrication, qualification, and supply chain costs all follow accordingly.
Leakers, Zero by 2010, and the Patience of Industrial Learning
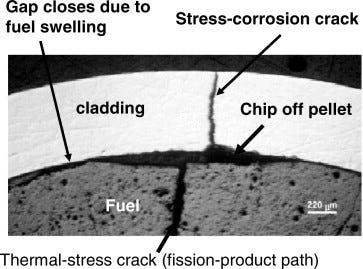
The history of fuel failures in the American light water fleet is a useful corrective to the assumption that nuclear technology arrived mature and simply had to be deployed. Through the 1970s, 80s, and well into the 90s, it was routine for a majority of the US fleet to operate with fuel pins that had developed small holes, what the industry calls leakers. Fission gases would escape through these holes into the reactor coolant system, radiation monitors would detect the activity, and operators would respond with compensatory measures ranging from reducing power in specific assemblies to adjusting coolant chemistry. The reactor kept running. The leakers were noted, managed, and tolerated as a fact of life.
The causes were mostly prosaic. Debris ingress was the dominant mechanism: metal filings, wire bristles from cleaning brushes, small hardware left behind during maintenance, any of which could get lodged between fuel rods and vibrate its way through the soft zirconium cladding over months of operation. Weld defects at the end plugs of fuel pins could allow water ingress, triggering a hydrating reaction that embrittled the cladding. Grid-to-rod fretting, where the structural grids holding the assembly together wore against the fuel pins under flow-induced vibration, produced a class of failures that took years of systematic investigation to understand and address.
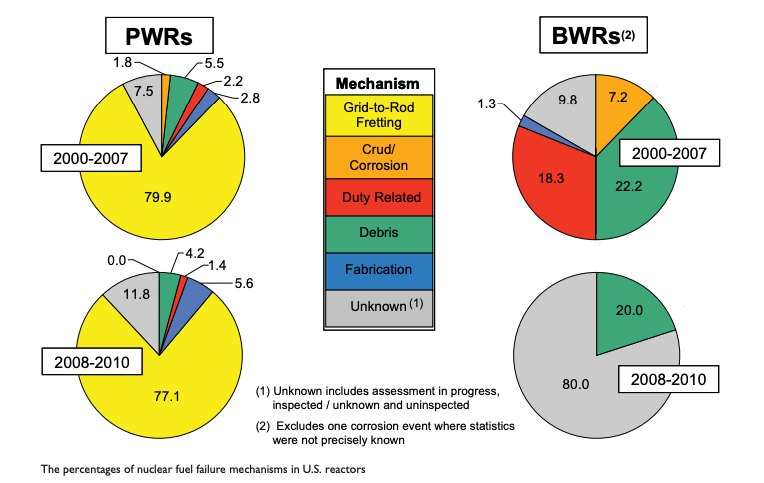
The economic consequences were real. In boiling water reactors, where steam goes directly to the turbine rather than through an intermediate steam generator, fission product contamination of the turbine island created radiation exposures that complicated every subsequent maintenance outage, requiring additional shielding, extra radiation surveys, and prolonged cleanup. In both BWR and PWR plants, a fuel failure meant elevated coolant activity for the remainder of the cycle, which meant higher worker dose during the outage, stricter controls on component removal and handling, and sometimes early cycle termination if activity climbed high enough. These costs accumulated in outage labor hours and replacement power purchases, which is why the industry eventually decided to treat them as urgent problems worth solving rather than conditions to be managed.
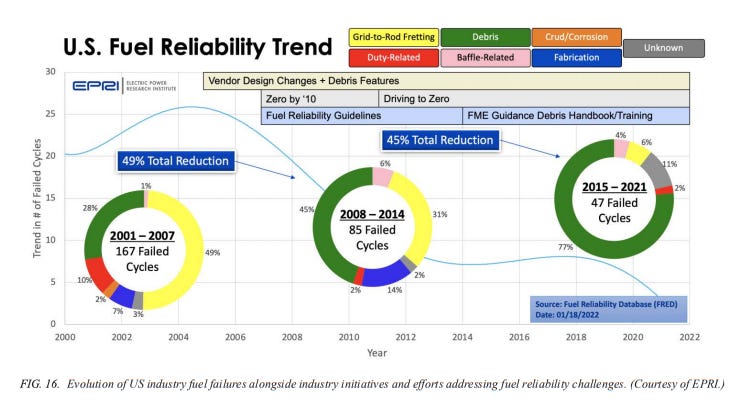
The Zero by 2010 initiative, organized through the Electric Power Research Institute and involving coordinated action across the US fleet and its fuel vendors, targeted exactly this. Foreign material exclusion programs were tightened at every stage of the fuel fabrication and reactor maintenance process. Grid and fuel rod designs were modified to reduce fretting susceptibility. Welding and inspection procedures were revised. And, critically, operators started sharing failure data systematically across the industry rather than treating each incident as a local problem to be quietly resolved.
By 2010, the initiative had largely succeeded. The US fleet today operates with fuel failure rates that would have been unimaginable in 1985. When a leak does occur now, it is investigated as an anomaly, not absorbed as background noise. The Taishan EPR incident that drew international attention a few years ago, where elevated primary circuit activity pointed to a small number of failed fuel rods, was notable precisely because fuel failures are no longer routine; the detection thresholds are sensitive enough and the expectations high enough that a handful of leakers in a fleet of hundreds of reactors generates headlines.

This history is worth holding in mind every time someone talks about the 93 percent capacity factors that today’s light water fleet achieves and then projects that number directly onto whatever new reactor concept and fuel they are discussing. The 93 percent is the product of decades of systematic learning, investment in understanding failure modes, and industry-wide coordination of the kind that only becomes possible once you have hundreds of units in operation generating comparable data. It was not the starting point. It was the destination of a very long journey.
Burnup, Cladding, and Why Things Changed After Fukushima
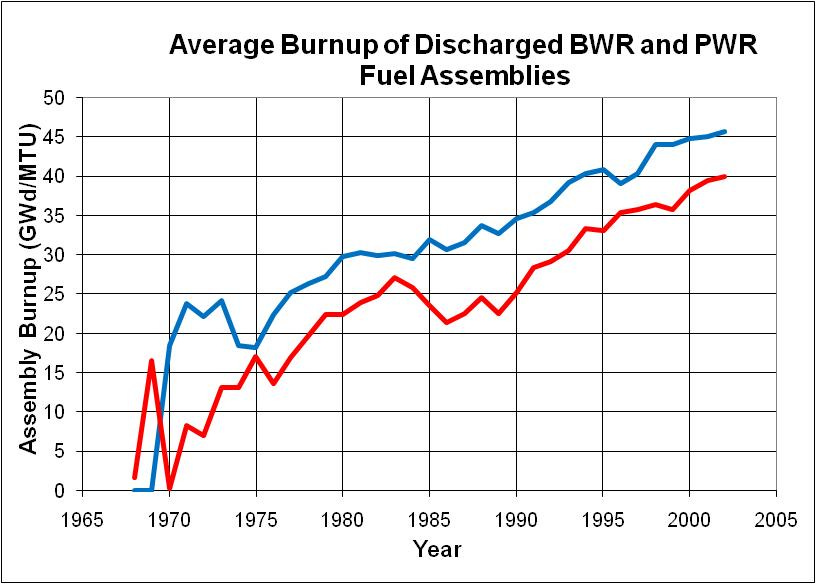
Burnup is the nuclear engineering metric for how hard you have used your fuel: how much energy you extracted per metric ton of uranium loaded. CANDU reactors running on natural uranium, where the tiny fraction of fissile uranium-235 is exhausted relatively quickly and the buildup of neutron-absorbing fission products forces fuel changes after a short irradiation period, achieve around 7 to 8 gigawatt-days per tonne. Light water reactors, starting with enriched fuel and benefiting from the in-situ generation of fissile plutonium from the abundant uranium-238, run to 50 or 60 gigawatt-days per tonne today, with higher burnup fuels pushing toward 70 or 80.
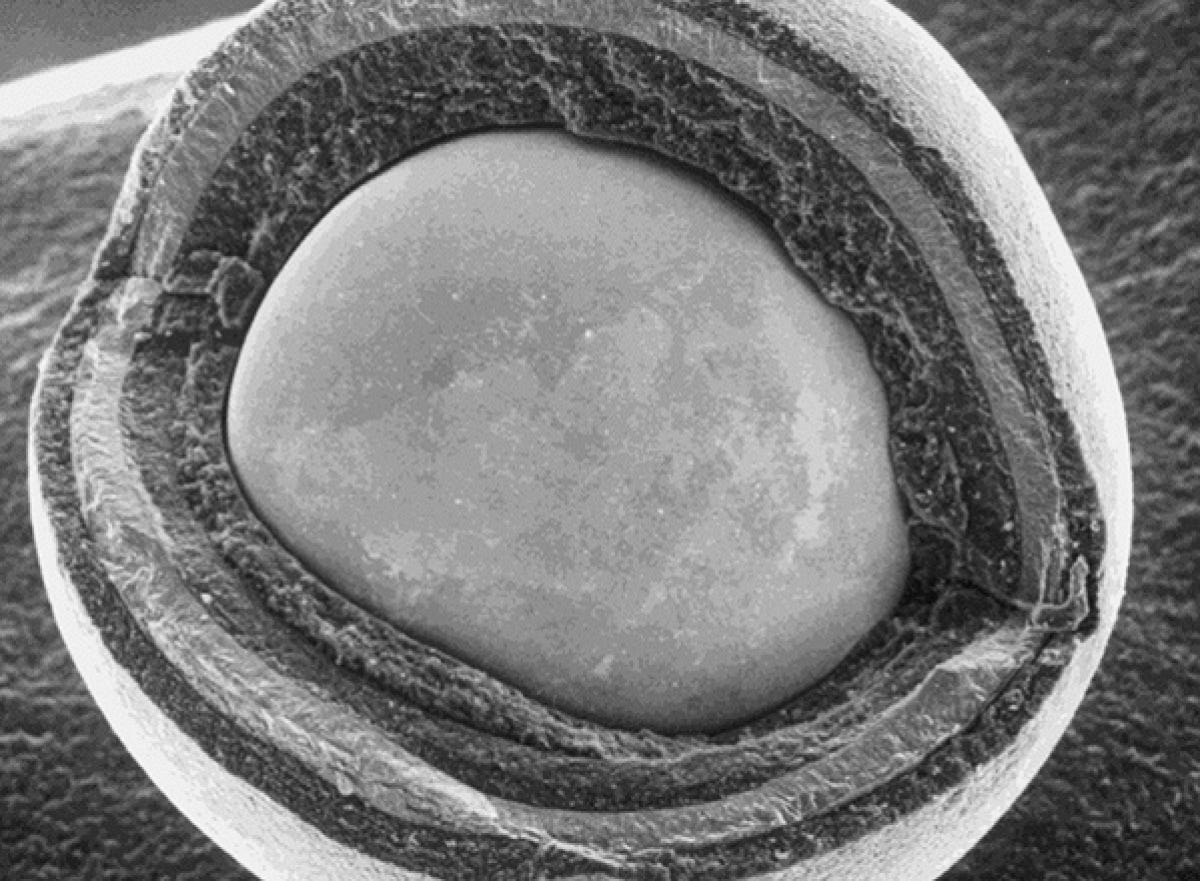
The limiting factor at high burnup is not purely enrichment level or the fuel pellet itself. The UO2 can in principle sustain continued fissioning as long as fissile material remains and the neutron environment supports it. What gives out is the zirconium cladding surrounding the pellet. Two degradation mechanisms are the main concerns. Oxidation of the cladding’s outer surface by the hot pressurized water, carrying dissolved boric acid in PWRs, progressively converts zirconium metal to zirconium oxide and depletes the cladding wall thickness. Hydrogen pickup, where hydrogen liberated by the oxidation reaction diffuses into the cladding metal, forms zirconium hydride precipitates that reduce the material’s ductility, making it brittle and prone to cracking under mechanical stress. Under normal operating conditions these processes are gradual and manageable. Under accident conditions, particularly rapid temperature transients, the embrittled cladding can fracture catastrophically.
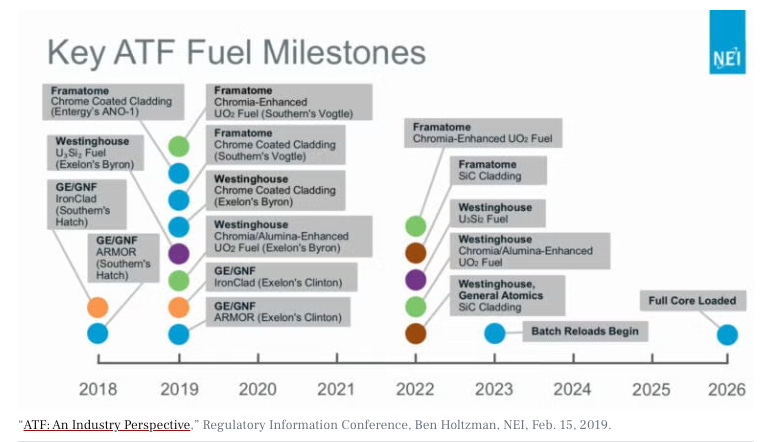
Fukushima refocused the industry’s attention on this second concern. The hydrogen generated by rapid oxidation of zirconium cladding under loss-of-coolant conditions was directly responsible for the building explosions at Fukushima Daiichi. The response was accident-tolerant fuel, or ATF, an umbrella term for fuel designs intended to reduce the rate of cladding oxidation and hydrogen generation under severe accident conditions, buying more time for operators and emergency systems to respond before the situation becomes irretrievable.
The most commercially advanced ATF approach involves chromium-coated cladding, where a thin chromium layer on the outside of the zirconium tube dramatically slows oxidation at high temperatures. Doped fuel pellets, where small additions of chromia or alumina to the UO2 matrix improve grain structure and reduce fission gas release, complement the improved cladding. The combination, being developed commercially by both Framatome and Westinghouse, does not eliminate hydrogen generation under the most severe scenarios, but extends the coping time meaningfully.
What emerged from the development work, somewhat unexpectedly, was that the same improvements enabling better accident performance also enable higher burnup under normal operating conditions. A more oxidation-resistant cladding that retains ductility at higher burnup, combined with a fuel pellet that holds its geometry and retains fission gases more effectively, opens the door to fuel enriched to 6, 7, or 8 percent uranium-235, well above the conventional 5 percent ceiling. This is LEU Plus, and its commercial appeal is not primarily about accident safety, it is about outage economics.
A reactor that can run 24 months between refueling outages instead of 18 eliminates one scheduled outage every three cycles. At a plant like Vogtle, where four units now share a site and maintenance staff, being able to stagger outages cleanly on a 24-month cycle instead of overlapping 18-month cycles reduces the requirement for contractor surge staffing and simplifies the planning horizon considerably. Fuel that costs two to three times more per kilogram but that you reload less often and from which you extract more energy can be economically rational, especially given that fuel represents only 15 to 20 percent of a nuclear plant’s operating cost. Whether LEU Plus becomes standard across the fleet or remains a premium option for specific operating configurations will depend on plant-by-plant economics, but the direction of travel will be intriguing to watch.
The Chicken and the Egg of the HALEU Supply Chain
All of this background on conventional fuel provides essential context for understanding why high-assay low-enriched uranium (HALEU), the feedstock required by most advanced reactor designs, represents such a significant challenge.
HALEU is enriched to between 5 and 20 percent uranium-235. That range might sound modest relative to the 90 percent enrichment of weapons-grade material, but the difference in manufacturing infrastructure between 5 percent and 19.75 percent is enormous. At 5 percent, the entire global enrichment and fuel fabrication industry has been optimized for decades, with equipment geometries, material accounting procedures, criticality safety protocols, and facility designs all calibrated to that enrichment level. Moving to 19.75 percent changes essentially all of these parameters. Batches must be smaller to stay subcritical. Water must be kept further away. Accounting must be tighter. The facilities look different, operate differently, and require different trained staff.
The economics compound the infrastructure challenge. Making one kilogram of 5 percent enriched uranium requires about 9 kilograms of natural uranium as feedstock depending on tails, plus a well-understood amount of centrifuge separative work. Making one kilogram of HALEU at 20 percent requires roughly 40 kilograms of natural uranium and about six times the separative work per kilogram of product. HALEU is therefore expensive before a gram of it enters a fabrication facility, and the fabrication of HALEU into finished fuel is a separate challenge with its own cost premium.
The demand side compounds things further. The entire current world annual HALEU consumption of the non-Russian world amounts to perhaps five or six metric tons, some in research reactors and the majority in the Russian icebreaker fleet. Centrus Energy, currently the only Western HALEU enrichment operation, runs a small demonstration cascade in Piketon, Ohio, producing around 900 kilograms per year under a contract with the Department of Energy as its offtaker. One advanced reactor, even a microreactor, can easily require a metric ton or more for its initial fuel loading. The DOE has been effectively subsidizing HALEU supply to backstop the first few advanced reactor demonstrations, but a commercial HALEU fuel cycle requires commercial HALEU demand, and commercial HALEU demand requires a fleet of operating reactors, and building that fleet requires fuel.

This circularity is not peculiar to nuclear. It shows up wherever a new industrial process requires scale to become economical but requires demonstrated economics to justify scale. What makes it particularly acute for advanced nuclear is that the investment required to establish a Western HALEU supply chain is very large, the timeline is very long, and the alternative, light water reactors running on fuel that is already produced in industrial quantity at well-understood cost, is extremely competitive. The startup founders and venture investors now flooding into advanced nuclear may be surprised to learn that the supply chain for their reactor’s fuel essentially does not yet exist in a commercial form. Building it will require sustained demand that no single company can create alone. That challenge is compounded by the sheer number of bespoke reactor vendors in the current landscape, each with their own fuel specification, and in many cases dramatically different fuel types, making any shared infrastructure difficult to justify and harder still to finance robbing them of the economies of scale which help control fuel costs.

The Thread Running Through All of It
What connects the fuel pellet sintering process to the Zero by 2010 initiative to the burnup limits imposed by cladding corrosion to the HALEU supply problem is a single underlying dynamic: nuclear fuel technology improves slowly, through systematic learning from operating experience, and the improvements compound over decades into capabilities that were genuinely not achievable at the start of the program.
The 93 percent capacity factor of the American light water fleet, the near-elimination of fuel failures, the push toward 80 gigawatt-day burnup with LEU Plus, the highly optimized three-dimensional enrichment distributions that extract maximum energy from every kilogram of uranium, none of this was present in the early plants. It accumulated through fifty years of operation, incident investigation, information sharing across the industry, and reinvestment in understanding failure mechanisms. This operationally informed refinement is in itself a technology as important as the nuts and bolts of the reactor itself. The CANDU fuel bundle, which Michael noted has barely changed in its basic geometry across all the reactors in Argentina, Romania, and Canada, represents a different kind of achievement: simplicity so well-matched to its application that it has not required improvement for decades.
The question this history poses for the next generation of reactors is not whether their fuel concepts are interesting, TRISO and metallic fuel both have genuinely attractive properties that I am looking forward to digging into in our next episode. The question is what the equivalent of fifty years of operational learning looks like for technologies that have never operated at commercial scale, and how long it takes before the 93 percent projection that appears in every advanced reactor presentation reflects something other than aspiration.
*This essay accompanies part one of Decouple’s deep dive on the nuclear fuel cycle with Michael Seely. Part two, on TRISO, metallic fuel, and the economics of advanced reactor fuel, will be available soon. Watch on YouTube, or listen on Apple and Spotify.*
*If you find our work valuable, consider supporting Decouple by pledging on Substack or making a tax-deductible donation through our fiscal sponsor at Givebutter.*