

The conventional nuclear fuel cycle has a property that every energy analyst should internalize before evaluating advanced reactor economics: it is genuinely cheap. Light water reactor fuel elements cost roughly $300 per kilogram to fabricate, and the enriched uranium inside them runs to about $3,000 per kilogram at typical 5% enrichment. The entire fuel cost, including mining, conversion, enrichment, and fabrication, represents somewhere between 15 and 20% of a nuclear plant’s operating expenses.

For the “swiss watch” fuel of a technology often described as uniquely complex, that is a remarkable number. It reflects seven decades of industrial refinement, automated production lines running continuously to supply around 400 reactors worldwide, rejection rates under 1%, and a quality control regime so well understood that a single leaking fuel pin now constitutes a reportable anomaly rather than routine background noise.
Advanced reactor vendors selling their designs on narratives of lower construction cost, simpler containment, and inherent safety almost uniformly propose to achieve those outcomes through fuel that is more complex, more expensive, and manufactured by supply chains that do not yet exist at commercial scale. That observation alone does not invalidate their business cases, but it demands that the cost and supply chain assumptions behind their fuel be examined with the same rigour applied to their reactor construction schedules.
Uranium Dioxide: Good enough at everything without being very good at anything
Part one of this series based on my discussion with Michael Seely of the Atomic Blender channel covered how uranium dioxide (UO2) became the dominant commercial fuel. The short version is that it occupies an unusually comfortable middle position among candidate fuel materials: high melting point, reasonable fission product retention, chemical compatibility with zirconium cladding and pressurized water, and fabrication simple enough to automate at industrial scale. The process is direct: press the powder into pellets, fire them in a kiln, load them into rods, backfill with helium, and weld the ends shut. UO2 is not excellent at any individual property, but it is adequate at all of them simultaneously, and seven decades of production refinement have made that adequacy extraordinarily reliable.
Adequacy has limits. UO2 as a ceramic transfers heat poorly. The relatively poor thermal conductivity gap between the pellet’s outer surface and its center creates a temperature gradient of close to 1,000 degrees Celsius across a pellet roughly a centimeter in diameter. The centerline of a UO2 pellet operating in a pressurized water reactor (PWR) can reach 1,200 degrees Celsius while the coolant immediately outside the cladding sits at around 300. That margin sounds generous given UO2’s melting point near 2,800 degrees, but it shrinks rapidly as operating conditions change. In a high temperature gas reactor where coolant temperatures already approach 800 degrees, and where gas transfers heat to the cladding less effectively than pressurized water, the centerline temperature easily climbs toward 1,800 degrees. The 2,800 degree limit, which looked reassuring in a PWR, looks considerably less reassuring with 1,000 degrees already consumed by the operating conditions of the reactor itself.
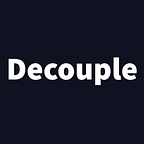
UO2 also fractures under thermal stress. Fresh pellets loaded into a reactor are smooth and nearly geometrically perfect. After a few power transients, microscopically they resemble cracked clay: jagged sections separated by fracture planes that open release paths for fission gases into the gap between pellet and cladding. X-ray images of irradiated pellets show something unrecognizable as the original cylinder. The practical consequence is that the gap fills with fission gas under pressure driven by high temperatures, and that pressure constrains how aggressively the reactor can be maneuvered. This is manageable in a baseload PWR; it becomes a harder constraint in a reactor expected to follow grid demand through rapid power swings.
These are the problems that TRISO (tristructural isotropic) fuel and metallic fuel both attempt to address, through quite different approaches and with quite different implications for cost.
TRISO: A Brilliant Idea With an Expensive Manufacturing Problem
TRISO fuel is, at its core, still UO2. Understanding this matters because the technology is often described as a completely different paradigm, when it is more precisely a geometric rearrangement of the same fundamental material, surrounded by protective layers designed to solve the problems that scale and geometry create.
A TRISO particle consists of a UO2 kernel roughly the size of a poppy seed, surrounded by a porous carbon buffer layer, an inner pyrolytic carbon layer, a silicon carbide (SiC) layer, and an outer pyrolytic carbon layer. The carbon buffer exists to absorb the volumetric expansion and fission gas accumulation that would otherwise stress the surrounding layers; it functions essentially as a compressible void, a deliberate accommodation of the physics rather than a resistance to it. The SiC layer provides the actual structural containment. Silicon carbide at relevant temperatures has a melting point so high that even if the UO2 kernel inside were to melt, the SiC shell would remain intact. These particles are then embedded in a graphite matrix that provides moderation.
The thermal problem largely disappears at this scale. A poppy-seed-sized sphere of UO2 has a centerline-to-surface distance measured in fractions of a millimeter rather than half a centimeter; the temperature gradient across it is correspondingly small. The fission gas fracturing problem does not disappear entirely, but the particle’s geometry and the buffer layer substantially reduce its severity.
The performance case is real. TRISO fuel ran in the German AVR and THTR-300 reactors, in the American Peach Bottom and Fort St. Vrain plants, and their fuel behavior was generally good. Where those reactors encountered significant difficulties, the problems were usually in supporting systems rather than in the fuel itself. That historical record is the legitimate foundation of the enthusiasm around TRISO.
The manufacturing problem is where the gap between the technology’s physical elegance and its economic viability currently sits.
Producing TRISO starts with dissolving UO2 in acid to form a uranium nitrate solution, precipitating that solution into tiny droplets, and then drying and calcining those droplets into UO2 kernels. The kernels are supposed to be spheres. Many of them are not. The output resembles kicked balls, slightly dented, not perfectly round. Imperfect kernels are rejected, recovered, ground up, and run through the process again. The recovery of the high-assay low-enriched uranium (HALEU) feedstock from rejected material requires its own chemical deprocessing, because you cannot simply regrind an imperfect TRISO particle the way you can regrind a chipped UO2 pellet and put the powder back in the next batch.
The coating layers are applied by suspending the kernels in a gas flow and powder-coating them from the outside, layer by layer. Each layer must achieve uniform thickness across the entire surface of each kernel, across a production run of billions of kernels. Each layer has its own reject rate. Rejected coated kernels require additional chemical separation to recover the underlying HALEU before they can reenter the production stream.
The cumulative reject rates compound. A process that rejects 10% of kernels at the UO2 stage, another 10% at first coating, and another 10% at subsequent coatings does not produce a 10% overall rejection rate; the losses multiply through each step. The practical result is that current TRISO production, being conducted at laboratory and demonstration scale by BWXT, X-energy’s XTRISO facility, and Standard Nuclear (formerly associated with Ultra Safe Nuclear), involves small batches with considerable manual intervention, high reject rates, and expensive HALEU recovery operations at each failed step.
The cost consequence is predictable. HALEU feedstock at around 20% enrichment costs approximately $15,000 per kilogram, compared to about $3,000 per kilogram for conventional 5% enriched uranium. TRISO fabrication on top of that currently runs somewhere between $5,000 and $15,000 per kilogram, though these estimates carry wide uncertainty and the upper end reflects current small-batch production conditions rather than any plausible industrial future. Total fuel cost approaching $30,000 per kilogram is therefore not an unreasonable current and foreseeable future estimate, against the roughly $3,300 per kilogram for a conventional UO2 assembly.

However, it is reasonable to believe that cost will fall if TRISO demand grows. A transistor analogy is apt: microprocessors in the 1970s were expensive precisely because the manufacturing processes for very small, tightly toleranced structures had not yet been optimized through repetition at scale. The cost of computing fell by orders of magnitude as demand drove automation and process refinement. The analogy has a limit, though. Semiconductor demand exploded because chips unlocked entirely new categories of human activity that had no prior substitute. A TRISO-fueled reactor produces electricity and medium grade process heat, which the world already generates through dozens of competing technologies at lower cost and with more mature supply chains. The demand curve for a premium-fuel reactor selling into a commodity electricity market is not going to resemble the demand curve for the personal computer. The question for TRISO is therefore not just whether demand will materialize, but whether it will materialize in sufficient volume, and concentrated enough in a small number of fuel specifications, to drive the automation that would make the economics work.
At the moment, there is no operating TRISO-fueled reactor in the Western world. The only commercial TRISO reactors anywhere are the two units of the HTR-PM (High Temperature Reactor Pebble-bed Module) at Shidaowan in China, which achieved a capacity factor of around 20% in their second year of operation. Nine years of construction followed by a multi-year commissioning period, then a 20% capacity factor, in a country willing to absorb those costs as part of a broader national nuclear learning program. As a commercial proposition for private Western investors, that starting point requires considerable explanation.
Metallic Fuel: Better Physics, Harder Problems
Metallic fuel addresses different limitations than TRISO and has a different historical pedigree. Where TRISO is essentially a miniaturized containment vessel wrapped around familiar ceramic material, metallic fuel replaces the ceramic entirely with uranium in its metallic form, typically alloyed with zirconium.
The physical advantages are substantial. Metal conducts heat orders of magnitude better than ceramic. The centerline temperature problem that plagues UO2 effectively disappears; heat moves out of a metallic fuel pin quickly enough that the temperature gradient across the fuel is small, allowing operation at higher power densities without approaching melting limits. The metallic crystal structure also retains fission products more effectively than the ceramic grain structure of UO2, because displaced metal atoms tend to settle back into the crystal matrix rather than remaining in interstitial positions that open fission gas release paths.
The central disadvantage is that the melting point of uranium metal, and of uranium-zirconium alloys, is substantially lower than UO2. Less margin exists before the fuel melts if cooling is lost. The distinction between losing coolant flow and losing coolant entirely matters here. The Experimental Breeder Reactor II (EBR-2) at Argonne National Laboratory demonstrated in April 1986 that cutting the primary sodium pumps at full power, a loss of flow event, produced no fuel damage; the expanding fuel geometry triggered the reactor’s inherent negative reactivity feedback, reducing reactivity and dropping power to near zero within about five minutes, without any control rod insertion or operator action. The physics worked as designed, and it was a genuinely remarkable demonstration. What was not tested was a loss of coolant, a different and considerably more severe scenario for metallic fuel, where the lower melting temperature leaves less time between coolant loss and fuel damage than the large margin of UO2 ceramic would provide. The passive safety case for metallic fast reactors is real; it is also narrower than its most enthusiastic proponents sometimes suggest.
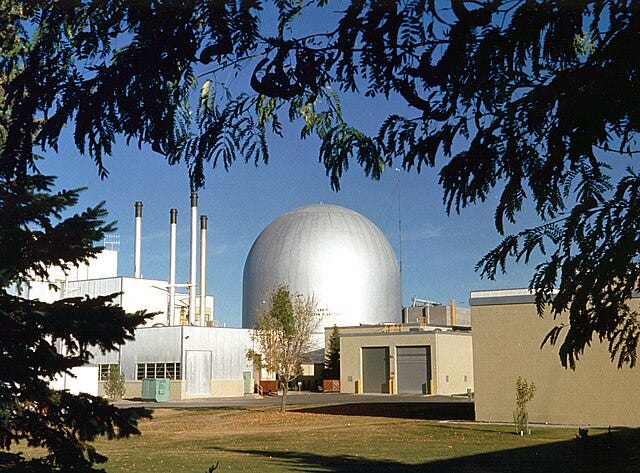
EBR-2 was also the site of a more ambitious vision, one that explains why the reactor exerts such a strong pull on the imagination of companies like Oklo today. The reactor itself sat beneath a silver dome at the Argonne National Laboratory site in Idaho, generating around 62 megawatts of thermal power. Physically attached to the side of this dome was the Fuel Cycle Facility, a reprocessing plant arranged in a U-shape around its processing equipment. The design intent was explicit: spent metallic fuel would leave the reactor, travel into the Fuel Cycle Facility, work its way through a sequence of electrochemical processing stations along the U, and return to the reactor as fresh fuel, all without leaving the site. The first irradiated fuel was reprocessed in the facility in September 1964, and recycled fuel returned to the reactor by April 1965. During the years the cycle operated, the turnaround time from fuel removal to reloading ran between 30 and 50 days.
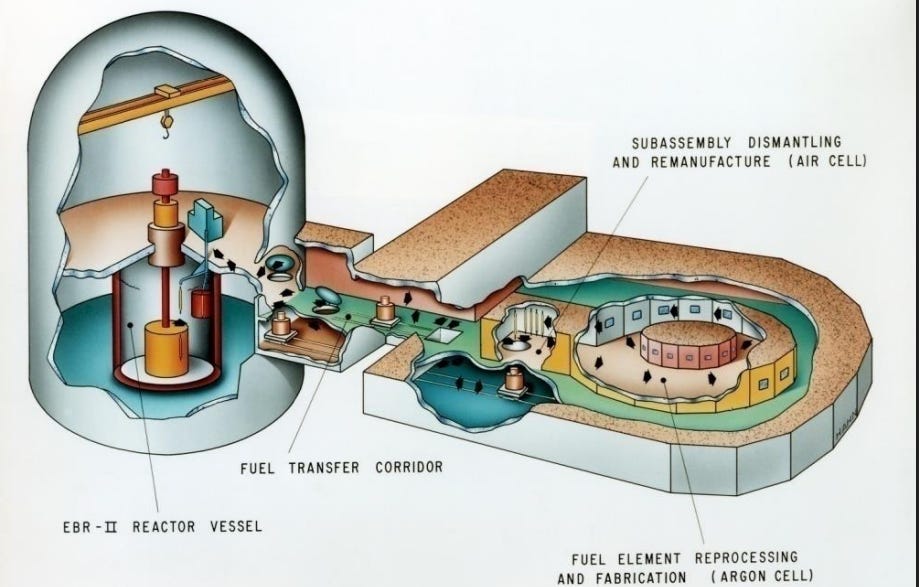
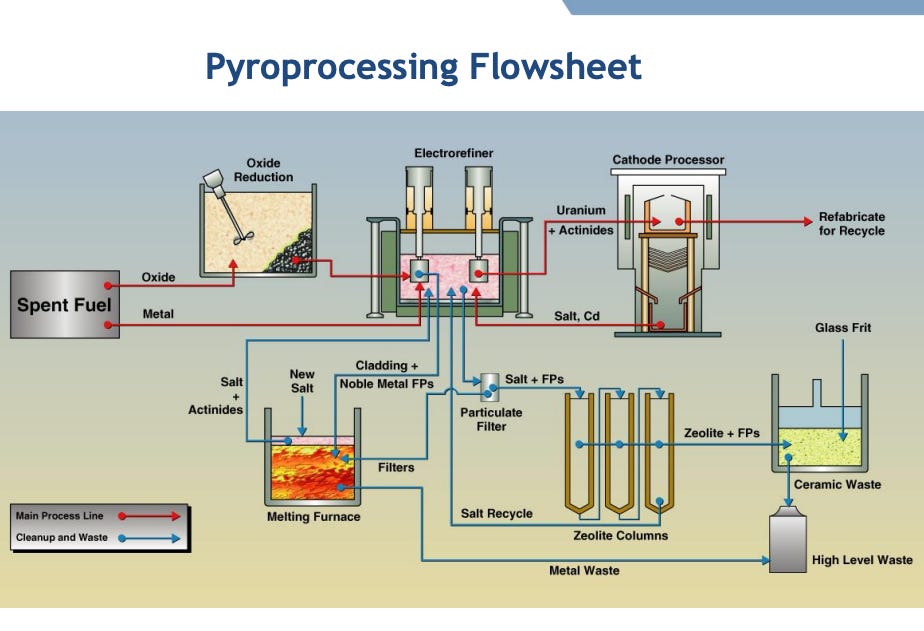
The process itself operated nothing like the remote, automated image the word “reprocessing” might suggest. Spent fuel arriving from the reactor was intensely radioactive, requiring all handling to be done through thick leaded glass windows using remote manipulators, in rooms filled with inert argon gas rather than air, because both sodium bonding on the fuel and the highly reactive materials involved in the electrochemical steps would respond badly to oxygen or moisture. The electrorefining step dissolved the spent fuel into a molten salt bath of lithium chloride and potassium chloride at around 500 degrees Celsius, then applied an electrical current to selectively deposit uranium onto a steel cathode while fission products remained in the salt. The plutonium and higher actinides came out as a separate product mixed with rare earth fission products, deliberately left impure as a proliferation-resistance measure, since the mixture is unsuitable for weapons use without additional separation steps that would be detectable. The recovered uranium was then cast back into metallic fuel pins and returned to the reactor.
This is a compelling system in concept. It is also, in execution, one of the most demanding industrial processes ever attempted in a nuclear context.
Oklo, the company currently pursuing a commercial version of this concept, draws heavily on the EBR-2 legacy. Their proposed Aurora reactor, at 1.5MW in its original design and now discussed at larger scales, would use HALEU metallic fuel and eventually close its fuel cycle through on-site reprocessing of what they describe as legacy spent nuclear fuel from the existing light water fleet. It is a genuinely compelling narrative. It is also, for reasons outlined above, an ambitious one.
Oklo’s 2023 investor guidance described an initial core requiring approximately 10 metric tons of HALEU for a 50 megawatt reactor, lasting around 10 years before a reload of roughly half that quantity. The Centrus Energy HALEU demonstration cascade at Piketon, Ohio, currently the only Western HALEU enrichment operation, produces approximately 900 kilograms per year. A single Oklo reactor would therefore require roughly eleven years of Centrus’s entire output just for its initial fuel load. That ratio will improve if Centrus expands or other enrichment capacity comes online, but the scale of the gap between current Western HALEU production and even a modest fleet of advanced reactors is not a detail to be resolved by noting that it will eventually be addressed.
The fuel cost figure of $7,000 per kilogram cited in Oklo’s investor materials does not survive scrutiny. HALEU at market prices already costs roughly $15,000 per kilogram before a gram of it enters a fabrication facility. Achieving $7,000 per kilogram as an all-in fuel cost would require either a negotiated subsidy from the Department of Energy, uranium prices significantly lower than current market rates, or an assumption about reprocessing economics that the existing evidence does not support.
Reprocessing is not a simple recovery operation. French LWR reprocessing at La Hague has consistently failed to compete economically with fresh uranium at current market prices. The gap is wide enough that EDF, the state utility operating France’s nuclear fleet, has carried its stockpiles of recovered plutonium and reprocessed uranium at zero book value since 1995, a formal accounting admission that these materials cannot be sold at any price that covers the cost of turning them into usable fuel. France sustains La Hague through deliberate energy policy, not because the economics compel it.
CERMET: Combining the Best of Both Worlds
The ceramic metallic (CERMET) fuel concept exists because both UO2 pellets and pure metallic fuel involve real tradeoffs that neither alone fully resolves. The basic architecture embeds ceramic fuel particles, typically uranium dioxide, in a metal matrix rather than pressing them into solid pellets and stacking them in a rod. The metal matrix conducts heat far better than a solid ceramic pellet, which reduces the centerline temperature problem; the ceramic particles retain fission products better than a homogeneous metallic pin, because the particle boundaries impede fission gas migration. Neither property is fully optimized, but both are meaningfully improved over either pure form, and the combination opens a design space that conventional pellet fuel cannot access.
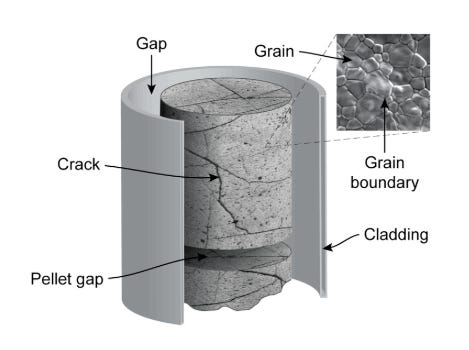
Russia has been operating CERMET fuel in its nuclear icebreaker fleet continuously since the 1950s, accumulating more than 400 reactor-years of operational experience across successive reactor generations. The current RITM-200, developed by Afrikantov OKBM and now installed on four icebreakers with more under construction, uses a cassette-type core of 199 fuel assemblies containing UO2 particles dispersed in a silumin matrix, an aluminum-silicon alloy, enriched to just under 20% uranium-235. The silumin matrix conducts heat substantially better than the zirconium-based structures of conventional light water reactor fuel, reduces centerline temperatures, and tolerates the swelling that accumulates during a long fuel residence without the cracking behavior that plagues UO2 pellets under power cycling. The fuel rods are clad in a nickel-chromium corrosion-resistant alloy rather than zirconium, chosen specifically for its performance over the long refueling cycles the icebreaker mission demands. The RITM-200 core operates for 5-7 years between refuelings, in reactors that must handle continuous, aggressive power transients as the icebreakers throttle up against pack ice and back off in open water. That duty cycle would be punishing for conventional UO2 fuel. The CERMET matrix handles it routinely.
The operational significance of this is worth considering. The RITM-200 is not a laboratory demonstration or a national prestige project running at artificially low capacity to generate data. It is working propulsion equipment on vessels breaking ice in the Arctic, operated by crews who cannot easily return to port if a fuel problem develops. The icebreaker experience proved the fuel concept under conditions more demanding than any grid-connected power reactor will ever face.
The reasons this experience receives relatively little attention in Western advanced nuclear discussions are not entirely mysterious. Russian reactor data is difficult to access and published under terms that make independent verification hard. The RITM-200 fuel is manufactured by Russian industrial infrastructure with no Western equivalent, making it a poor reference point for companies trying to establish domestic supply chains. And the enrichment level, just under 20%, sits at the boundary of what Western nonproliferation policy treats as acceptable for civilian use, which adds a layer of political complexity to direct comparisons. None of these factors diminish the technical significance of what Russia has demonstrated, but they explain why it tends to appear as a footnote in discussions dominated by American and European vendor narratives.
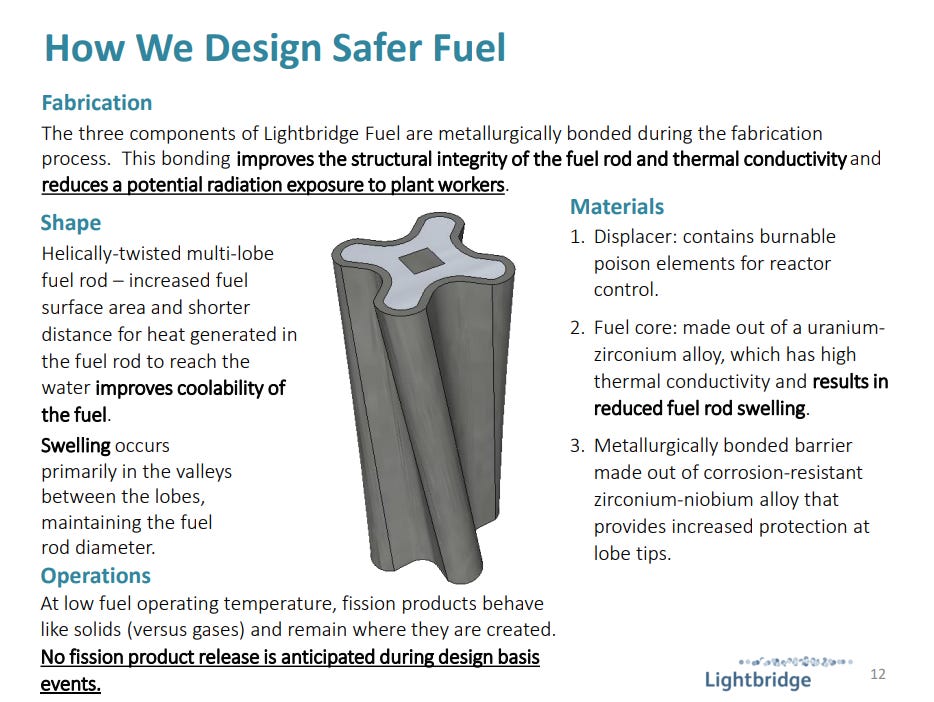
Lightbridge Corporation is pursuing a different application of the metallic fuel concept, one aimed at the existing light water reactor fleet rather than at next-generation designs. Their cruciform-shaped metallic fuel rod, developed over more than a decade and now at the test rod stage at Idaho National Laboratory, is designed to replace conventional UO2 assemblies in operating pressurized water reactors without requiring HALEU. The helical cruciform geometry increases the surface area available for heat transfer and improves coolant mixing around the rod, which are the same principles that underlie the Russian icebreaker fuel geometry. At conventional enrichment levels, Lightbridge argues that the metallic matrix’s better thermal conductivity and fission product retention could enable higher power density, higher burnup, and longer operating cycles than current UO2 assemblies allow, improving economics for existing reactors without requiring new reactor construction.
The proposition is commercially clever because it targets an installed base of around 400 operating reactors rather than a fleet that does not yet exist. The question that irradiation testing at commercial scale will eventually have to answer is whether the performance improvements are large enough to justify the cost and regulatory burden of qualifying a new fuel form for reactors licensed around the behavior of pellet fuel, and whether those improvements can be maintained against the continuing refinement of conventional UO2 fuel through accident-tolerant fuel programs and LEU Plus enrichment developments. A fuel that is better than today’s UO2 may still lose the economic competition if the target is moving.
The Variable That Actually Drives Outcomes
Advanced reactor companies routinely project capacity factors in the low to mid 90s. This is however the performance level of a mature, well-operated light water reactor fleet after five decades of systematic improvement, not the performance level of light water reactors in their first decades of operation.
The 93% capacity factor that currently anchors American light water reactor economics accumulated through a specific institutional process: hundreds of reactors generating comparable operating data, an industry-wide information sharing structure through the Electric Power Research Institute (EPRI) and the Institute of Nuclear Power Operations (INPO), sustained regulatory attention to failure modes, and multiple fuel vendors competing on reliability as much as price. That process took decades and required a fleet large enough to generate statistically meaningful data across failure modes that individual plants encounter only rarely.
An advanced reactor running on TRISO or metallic fuel will not arrive at 93% capacity on its first cycle, just as the Shidaowan HTR-PM did not arrive there in its second year. It will encounter failure modes that simulations and laboratory testing cannot fully predict, because the interaction between fuel behavior, reactor conditions, and supporting systems only becomes fully legible under real operating conditions. The cost of learning those lessons is real, and it falls on whoever finances the early units.
The fuel cost question and the operational performance question are not independent. A reactor running at 20% capacity factor with expensive HALEU fuel is extracting a small fraction of the potential revenue from a very expensive input material. The economics of advanced nuclear do not become compelling simply because the reactor construction cost comes down, if the fuel cost goes up and the capacity factor starts low and climbs slowly through costly operating experience.
None of this means TRISO or metallic fuel are dead ends. The historical performance of TRISO in its operating demonstrations was generally good. Metallic fuel’s physical properties are genuinely superior to UO2 in several respects that matter. CERMET fuel’s performance in Russian icebreakers is operationally proven in a demanding environment. The question is the sequencing: how long does the learning process take, how much does it cost, and who pays for it?
China can absorb the cost of the Shidaowan experience because it represents a small fraction of a state-directed nuclear program whose ambitions extend far beyond any single technology. A Western venture-backed company, or even a consortium of industrial partners with hyperscaler power purchase agreements behind them, will face a more compressed timeline between first operation and the need to demonstrate commercial competitiveness. The fuel economics are a central part of that demonstration, and the current numbers, on both cost and supply chain availability, are demanding.
This is the structural question that runs underneath all of it: what allowed water cooled reactors to become self-sustaining as a commercial proposition, and why has no other reactor type crossed the same line? The answer is not that water cooled reactors were superior on every technical dimension. They were not. Sodium-cooled fast reactors breed fuel. Gas-cooled reactors achieve better thermodynamic efficiency at high temperatures. The relevant distinction is not which technology had the most attractive properties on paper, but which technology cleared the hurdle of organic private investment, and why.
Light water reactors cleared that hurdle because the hurdle itself was not that high. The technology built on two centuries of industrial experience managing pressure vessels and steam as a working fluid. Enrichment services, zirconium cladding supply, UO2 pellet fabrication, vendor warranties, insurance pricing, regulatory precedent: all of this infrastructure consolidated around light water requirements during the 1960s and 1970s, under conditions where government bore much of the early risk. By the time utilities were making investment decisions on their own balance sheets, they were buying into an existing system rather than funding the creation of one. The industry could sustain the technology organically, without a state apparatus continuously absorbing the burn-in costs of first-of-kind systems running well below their projected capacity factors.
No alternative reactor technology has yet crossed that line. Non-LWR concepts still require some combination of a novel fuel supply chain, reprocessing infrastructure, specialized materials expertise, or regulatory precedent that does not exist at commercial scale. An advanced reactor vendor is not simply selling a reactor; it is implicitly asking early customers to co-finance the creation of the industrial ecosystem the reactor depends on. X-energy cannot deploy its Xe-100 without first building out the TRISO-X fabrication facility in Oak Ridge, a dedicated HALEU TRISO production line that has no customers until the reactor fleet exists and no economic rationale without the customers. Oklo cannot close its fuel cycle without a commercial-scale pyrochemical reprocessing capability that the Western world has never operated outside a national laboratory. Kairos Power’s fluoride salt-cooled reactor depends on TRISO pebbles produced to its own geometry and specification. Terrestrial Energy’s molten salt design requires a fuel form that no commercial fabricator currently produces.
Each of these supply chains has to be invented, licensed, capitalized, and staffed before the reactor it serves can operate at anything approaching commercial scale, and each is essentially useless to any other concept in the current landscape. That last point compounds the problem considerably. Where the light water fuel cycle achieved its economics partly through consolidation around a small number of converging fuel specifications, the current generation of advanced reactor developers has produced a proliferation of bespoke fuel types so different from one another that shared infrastructure is nearly impossible to justify. The result is that the fixed costs of building each supply chain get amortized over whatever modest fleet a single vendor can assemble, rather than across an industry, which is precisely the condition that keeps unit costs high and prevents the kind of learning-by-doing that made LEU Uranium dioxide fuel fabrication affordable.
The conventional fuel cycle became boring through decades of unglamorous industrial learning. Advanced fuel cycles will have to earn their own version of boring.
That process is starting now, at small scale, in demonstration facilities and national laboratory test reactors, and the timeline for it to reach industrial maturity is measured in decades rather than years. Acknowledging that clearly, rather than projecting mature performance onto first-of-kind systems, is the honest foundation for evaluating where advanced nuclear actually goes from here.
This essay accompanies part two of Decouple’s deep dive on the nuclear fuel cycle with Michael Seely. Part one, on conventional UO2 fuel, fabrication, burnup limits, and accident-tolerant fuel, is available now on the Decouple Substack. Watch on YouTube, or listen on Apple and Spotify.
If you find our work valuable, consider supporting Decouple by pledging on Substack or making a tax-deductible donation through our fiscal sponsor at Givebutter.